स्टिल रडहरू छोटो लम्बाइमा काटिन्छन्, जसलाई बिलेट भनिन्छ, र प्रत्येकलाई इन्डक्शन हीटिंग कोइलबाट पार गरिन्छ जसले धातुलाई लगभग 1000 डिग्री सेल्सियससम्म तताउन विद्युत चुम्बकत्व प्रयोग गर्दछ।
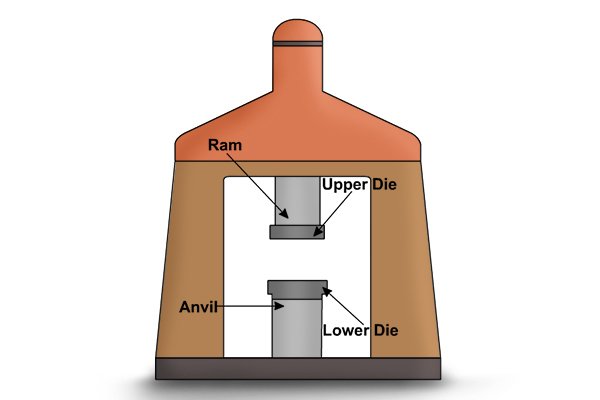
वर्कपीसलाई क्रमशः तीन डाइजमा राखिन्छ (जसलाई "मोल्ड" पनि भनिन्छ)। माथिल्लो डाई वर्कपीसमा खस्छ, यसलाई आकार दिन्छ। पहिलो डाइले साँचोको कुनै नराम्रो आकार प्रदान गर्दछ, दोस्रोले समाप्त आकार, र तेस्रोले बनाइएको कुञ्जीबाट अतिरिक्त धातु काट्छ।
"कट लाइन" (जहाँ डाईको दुई भाग मिल्छ) लाई चिल्लो सतहमा बालुवा लगाइन्छ, र हाइड्रोलिक प्रेसले रेन्चको सतहमा निर्माताको नाम र उत्पादन जानकारी छाप्छ।
यदि रेन्चको कोण टाउको छ भने, मेसिनले रेन्चको अन्त्यलाई इच्छित आकारमा झुकाउँछ।
यदि रेन्चमा घण्टी वा फ्लेयर नट हेड छ भने, ठाडो मिलिङ मेसिनले टाउकोको बीचमा एउटा प्वाल काट्छ, जसलाई ब्रोचिङ मेसिनले आकार र आकार दिन तयार हुन्छ।
घण्टी र मैनबत्ती रेन्च मुद्रांकन द्वारा उत्पादन हुँदैन। तिनीहरू स्टिल पाइपहरूबाट बनाइएका हुन्छन् जुन पाइपको छेउलाई प्रोफाइलहरूमा थिच्ने उपकरणहरू प्रयोग गरेर आकारको हुन्छ।
त्यसपछि स्टिलको बल बढाउन रेन्चहरूलाई कडा बनाइन्छ। टेम्परिङ तताउने र शीतल गर्ने एक विशिष्ट अनुक्रम हो, जुन प्रत्येक प्रकारको स्टीलको लागि अलि फरक हुन्छ।
फ्लेयर नट हेडहरू टाउकोको अगाडिको सानो भाग काटेर कडा भएपछि सिर्जना गरिन्छ।
रेन्चहरू कोटिंगको लागि औजारहरूको सतह तयार गर्न आधा दिनको लागि सिरेमिक ढुङ्गा र रसायनहरूको निरन्तर चलिरहेको बाथमा छोडिन्छ।
केही रेन्चहरू निकल र क्रोमियमको समाधान भएको बाथमा डुबाएर इलेक्ट्रोप्लेट गरिन्छ। रेन्चबाट गुजरने बिजुलीले धातुको कणहरू उपकरणमा टाँसिन्छ, सतहमा धातुको धेरै पातलो तह बनाउँछ।
अरूलाई कालो अक्साइडले रासायनिक घोलमा डुबाएर लेपित गरिन्छ जसले स्टिलमा रहेको फलामसँग प्रतिक्रिया गरेर स्टिललाई क्षरणबाट बचाउने म्याग्नेटाइट कोटिंग बनाउँछ।
थप क्षरण सुरक्षाको लागि रस्ट इन्हिबिटर समाधानमा रेन्चहरू पनि डुबाइन्छ।
यदि रेन्चमा धेरै कम्पोनेन्टहरू छन् भने, तिनीहरू एकसाथ जोडिएका हुन्छन्, प्राय: हातले। उदाहरणका लागि, लचिलो हेड रेन्चहरूको टाउको सुरक्षित गर्न रिभेट्स स्थापना गरिन्छ, र इन्जेक्शन मोल्डिङ प्रयोग गरेर बनाइएका प्लास्टिक गियरहरू र्याचेट रेन्चहरूको टाउकोमा घुसाइन्छ।
इंजेक्शन मोल्डेड कम्पोनेन्टहरू मोल्डमा बनाइन्छ जसमा पिघलेको प्लास्टिकलाई दबाबमा इन्जेक्सन गरिन्छ। एकपटक भाग स्थापना भएपछि, यसलाई हटाउन सकिन्छ र समाप्त भागमा चिकनी गर्न बालुवा बनाउन सकिन्छ।
पूर्ण इन्सुलेटेड रेन्चहरू इन्जेक्सन मोल्डमा रेन्च राखेर उपकरणको वरिपरिको गुफामा पिघलेको प्लास्टिक इन्जेक्सन गरेर बनाइन्छ ताकि रेन्च प्लास्टिकको लेप बाहिर निस्कन्छ।
अन्तमा, प्रत्येक उपकरण पर्याप्त बलियो छ र निर्माताको मापदण्डहरू पूरा गर्दछ भनेर सुनिश्चित गर्न परीक्षण गरिन्छ।