ईन्जिनियरिङ् शासकहरू कसरी बनाइन्छ?
सामग्रीहरू
इस्पात, कास्ट फलाम र एल्युमिनियम शासकहरू | |
| मुख्य प्रक्रियाहरू जुन स्टिलको सीधा किनाराहरूलाई तिनीहरूको कामको लागि अझ उपयुक्त बनाउनको लागि जान सकिन्छ: तातो उपचार, टेम्परिङ, स्क्र्यापिङ, ग्राइन्डिङ र ल्यापिङ। कास्ट आइरनका सिधा किनारहरू प्रायः इच्छित समग्र आकारमा कास्ट गरिन्छ, र त्यसपछि तिनीहरूको काम गर्ने सतहहरू स्क्र्यापिङ, पीस वा ल्यापिङ गरेर समाप्त हुन्छ। | |
| एल्युमिनियम प्रायः बाहिर निकालिन्छ किनकि यो वस्तुहरू बनाउनको लागि धेरै छिटो र किफायती तरिका हुन सक्छ। यद्यपि, काउन्टरटपको लागि आवश्यक परिशुद्धता प्राप्त गर्नको लागि एक्स्ट्रुडेड एल्युमिनियम शासकलाई कास्ट आयरन शासक जस्तै मेसिनिंग आवश्यक पर्दछ। |
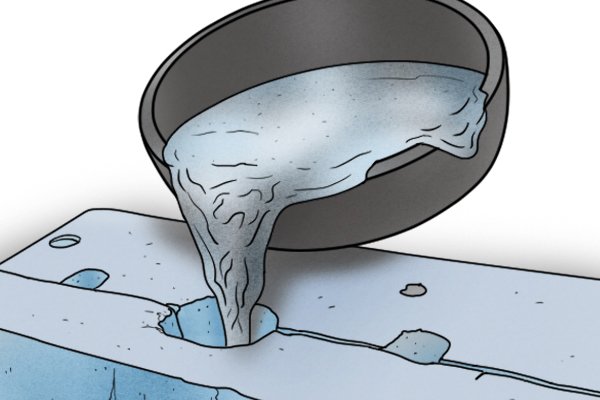
 | कास्टिंगकास्टिङ एउटा निर्माण प्रक्रिया हो जसमा पग्लिएको धातुलाई मोल्डमा खन्याइन्छ, जहाँ यो चिसो हुन्छ र मोल्डको रूप लिन्छ। यसरी, धेरै जटिल आकारहरू बनाउन सकिन्छ। कास्टिङले भागलाई आवश्यक पर्ने मेसिनको मात्रा घटाउन वा केही अवस्थामा हटाउन सक्छ। यो प्रायः फलाममा गरिन्छ, यद्यपि स्टील र एल्युमिनियम पनि कास्ट गर्न सकिन्छ। |
 | ताप उपचारगर्मी उपचार र टेम्परिङ धातु र अन्य सामग्रीको भौतिक गुणहरू परिवर्तन गर्न प्रयोग गरिने निर्माण प्रक्रियाहरू हुन्। तातो उपचारमा धातुलाई धेरै उच्च तापक्रममा तताउनु र त्यसपछि यसलाई कडा पार्नु (छिटो कूलिङ) हुन्छ। यसले धातुको कठोरता बढाउँछ, तर एकै समयमा यसलाई थप भंगुर बनाउँछ। |
 | स्वभावतातो उपचार पछि टेम्परिङ गरिन्छ र यसले धातुलाई तताउने पनि समावेश गर्दछ, तर तातो उपचारको क्रममा आवश्यक भन्दा कम तापक्रममा, पछि ढिलो चिसो हुन्छ। कठोरताले धातुको कठोरता र भंगुरता कम गर्दछ, यसको कठोरता बढाउँछ। टेम्परिङको समयमा धातुलाई तताउने तापक्रमलाई नियन्त्रण गरेर, धातुको कठोरता र कठोरता बीचको अन्तिम सन्तुलन परिवर्तन गर्न सकिन्छ। |
 | निकासीएक्सट्रुजन एक इन्जेक्शन मोल्डिंग निर्माण प्रविधि हो जसमा एक पंचद्वारा सामग्री बनाइन्छ जसले धातुलाई डाइ मार्फत बलियो बनाउँछ। म्याट्रिक्ससँग एउटा आकार छ जसले समाप्त workpiece को इच्छित क्रस-सेक्शनल आकार प्रदान गर्दछ। एल्युमिनियम एक्स्ट्रुडेड उत्पादनमा प्रयोग हुने सबैभन्दा सामान्य सामग्री हो। |
ग्रेनाइट चिल्लो किनारहरू | |
 | इन्जिनियरको ग्रेनाइट शासकहरू पहिले ग्रेनाइटको ठूलो ब्लकबाट काटिएका छन्। यो ठूलो पानी चिसो आरा संग गरिन्छ। एक पटक समग्र आकार प्राप्त भएपछि, ईन्जिनियरिङ् शासकको रूपमा प्रयोगको लागि आवश्यक परिष्करण र परिशुद्धता पीस, स्क्र्यापिङ, वा ल्यापिङद्वारा प्राप्त गरिन्छ। |
 | पीस्दैग्राइन्डिङ भनेको वर्कपीसबाट सामग्री हटाउन घर्षण कणहरूबाट बनेको बन्डेड ग्राइंडिङ व्हील प्रयोग गर्ने प्रक्रिया हो। ग्राइन्डिङ ह्वील एउटा डिस्क हो जुन उच्च गतिमा घुम्छ र वर्कपीस छेउको अनुहार वा सर्कलको सतहको छेउमा जान्छ। 8 (मोटे) देखि 250 (धेरै राम्रो) सम्म ग्रिट साइज भएको डिस्कको साथ पीस गर्न सकिन्छ। अनाजको आकार जति राम्रो हुन्छ, वर्कपीसको सतहको गुणस्तर त्यति नै राम्रो हुन्छ। |
 | स्ट्रिपिंगग्राइन्डिङ एक प्रक्रिया हो जसमा वर्कपीसको सतहलाई समतल सतह प्राप्त गर्न अनुमानहरू स्किम गरिएको छ। समतल सतह चाहिने कुनै पनि धातुको भागमा ग्राइन्डिङ गर्न सकिन्छ। |
 | ल्यापिङल्यापिङ एक परिष्करण प्रक्रिया हो जुन निर्माणमा प्रयोग गरिएको उत्पादनमा चिल्लो, थप समान सतह उत्पादन गर्न प्रयोग गरिन्छ। ल्यापिङमा ल्यापिङ कम्पाउन्ड समावेश हुन्छ जसमा घर्षण कणहरू र तेलहरू समावेश हुन्छन् जुन वर्कपीसको सतह र ल्यापिङ उपकरणको बीचमा राखिन्छ। त्यसपछि lapping उपकरण workpiece को सतह मा सारियो। |
 | ल्यापिङ पेस्टको घर्षण प्रकृतिले वर्कपीसको सतहमा भएका त्रुटिहरू मेटाउँछ र सटीक र चिल्लो फिनिश उत्पादन गर्छ। ल्यापिङमा प्रयोग हुने सबैभन्दा सामान्य प्रकारका एब्रेसिभहरू एल्युमिनियम अक्साइड र सिलिकन कार्बाइड हुन्, जसको ग्रिट साइज 300 देखि 600 सम्म हुन्छ। |
स्यान्डिङ, स्क्र्यापिङ वा ल्यापिङ? | |
 | ग्राइन्डिङले ल्यापिङ वा स्यान्डिङ जस्तो चिल्लो सतह दिँदैन। स्काउरिङ केवल धातु खाली ठाउँहरूमा प्रदर्शन गर्न सकिन्छ, त्यसैले यसलाई ग्रेनाइट सीधा किनाराहरू उत्पादन गर्न प्रयोग गर्न सकिँदैन। सीधा किनाराको आकारले निर्धारण गर्नेछ कि स्क्र्यापिङ वा ल्यापिङले राम्रो गुणस्तरको सीधा किनारा उत्पादन गर्दछ। सामान्य नियमको रूपमा, स्क्र्यापिङ लामो लम्बाइहरू ल्यापिंग भन्दा बढी सही छ, तर कुन शासक अधिक सटीक हुनेछ भनेर निश्चित गर्नको लागि एकमात्र तरिका भनेको तपाईंले खरिद गर्ने योजनामा इन्जिनियरिङ शासक निर्माताहरूको सहिष्णुता हेर्नु हो। |

